
芯片NTC热敏电阻焊接和安装
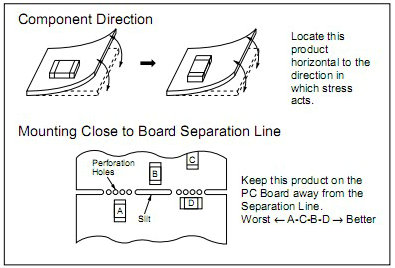
1、安装位置
芯片NTC的安装第一步是选择一个合适安装的位置,这样可以最大限度地减少在弯曲过程中施加在芯片上的应力板的弯曲。
2.允许焊接温度和时间
2-1焊接温度和时间组合,由斜线表示在下图中。
2-2过度的焊接条件可能导致金属化溶解或外部电极上焊料润湿的劣化。
2-3在重复焊接的情况下,累积焊接时间应在范围如下图所示(例如,回流峰值温度:260℃,两次>260℃的累计焊接时间在30秒以内。)
3.推荐的焊接温度曲线
3-1预热不充分可能会导致陶瓷体发生龟裂。和...之间的不同型材中的预热温度和最高温度应为100℃
3-2不建议通过浸入溶剂或其他方式进行快速冷却。
*在重复焊接的情况下,累积的焊接时间应在该范围内如图2所示
4.焊剂和焊剂
4-1焊膏
A)回流焊:CT0201 / 0402/0603/0805系列使用RA / RMA型或等效型焊膏。
B)流焊:NCP0603 / 0805系列我们正在使用下面的焊膏进行本产品的任何内部测试。
锡:铅= 63WT%:37%
锡:银:铜= 96.5wt%:3.0wt%的:0.5重量%
4-2助焊剂
在焊接过程中使用松香型焊剂。如果使用低通量,可能会出现一些问题引起产品特性和可靠性。请不要使用低于通量。
*强酸性通量(卤化物含量超过0.1wt%)
*水溶性助焊剂(水溶性助焊剂可以定义为包括洗涤型助熔剂和非洗涤型助熔剂的非松香型助焊剂)
5.清洁条件
为了在焊接后去除焊剂,请注意以下几点,以避免变质的特性或外部电极质量的任何变化。
*请保持安装的零件和基材在超声波清洗中发生共振。
*请勿在使用非洗涤型助焊剂的情况下清洁产品。
![[dede:field.shorttitle/]](/uploads/allimg/191202/2-1912021110101N.jpg)
![[dede:field.shorttitle/]](/uploads/allimg/170803/2-1FP31T30H38.jpg)
![[dede:field.shorttitle/]](/uploads/allimg/170612/1H911F58-0-lp.png)
![[dede:field.shorttitle/]](/uploads/allimg/170612/1IH33628-0.jpg)